Global Fastening Customization Solutions Supplier








Mga produkto


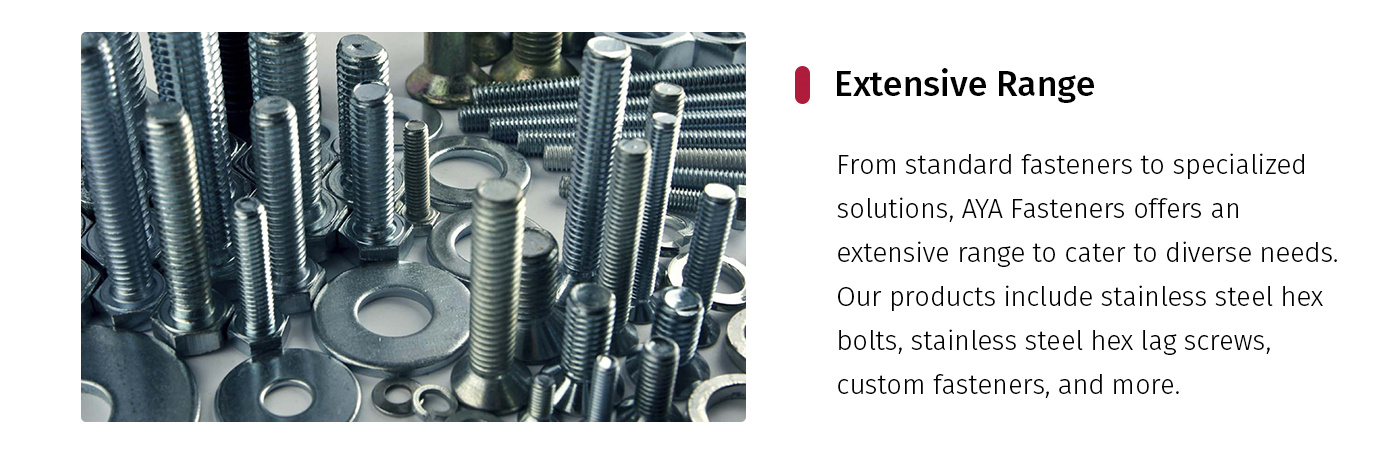
Hindi kinakalawang na asero na butil ng tornilyo
Paglalarawan ng produkto
| Pangalan ng Produkto | Hindi kinakalawang na asero na butil ng tornilyo |
| Materyal | Ginawa mula sa 304 hindi kinakalawang na asero, ang mga turnilyo na ito ay may mahusay na paglaban sa kemikal at maaaring banayad na magnetic. Kilala rin sila bilang A2 hindi kinakalawang na asero. |
| Uri ng ulo | Countersunk ulo |
| Uri ng drive | Cross recess |
| Haba | Ay sinusukat mula sa ulo |
| Application | Ang mga tornilyo ng chipboard ay angkop para sa mga light construction na gawain, tulad ng pag -install ng mga panel, cladding wall, at iba pang mga fixtures kung saan kinakailangan ang isang malakas at matibay na fastener, at dahil sa kanilang kakayahang magbigay ng isang katibayan, malawak silang ginagamit sa pagpupulong ng chipboard at MDF (medium-density fiberboard) kasangkapan. |
| Pamantayan | Mga tornilyo na nakakatugon sa ASME o DIN 7505 (a) na may mga pamantayan para sa mga sukat. |
Paglalarawan ng produkto

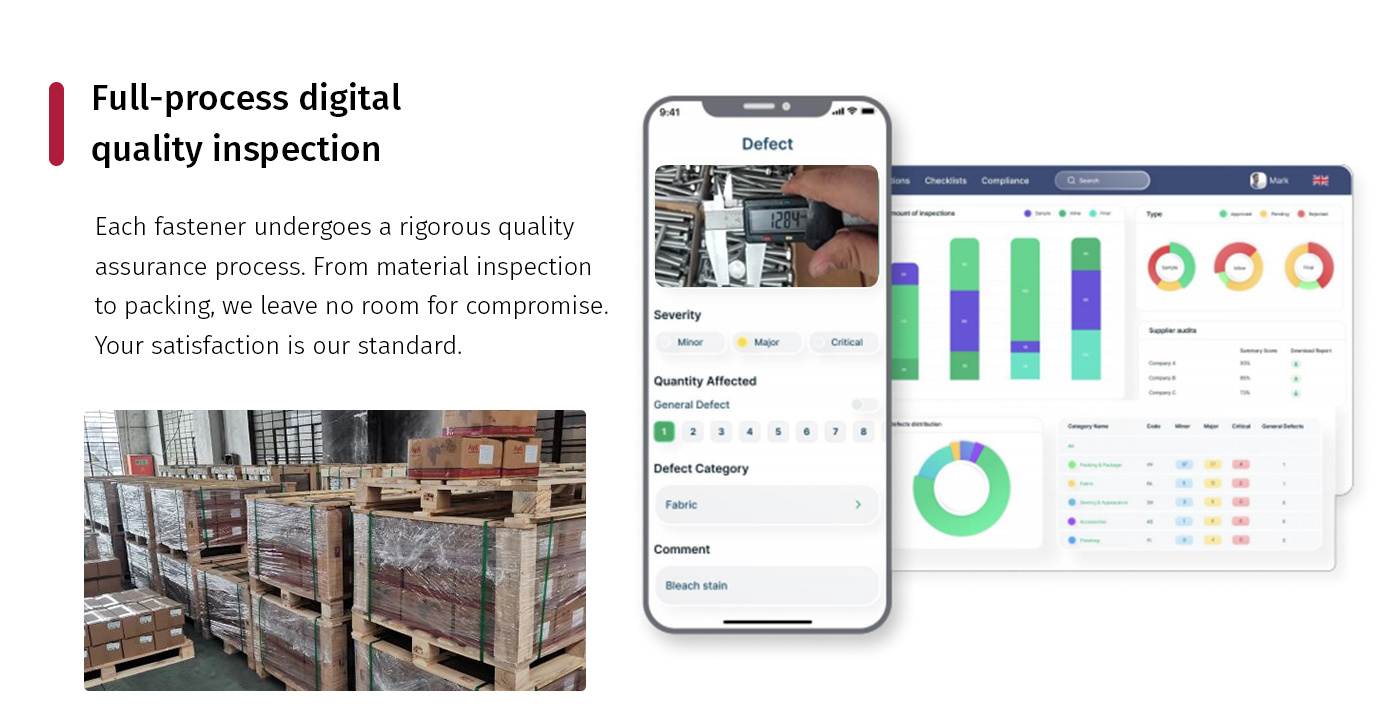
Meron tayoPropesyonal na mga inspektor ng QCay itinalaga upang pangasiwaan ang proseso ng pagmamanupaktura at inspeksyon upang matiyak ang transparency at mataas na pamantayan ng paggawa at ang standardisasyon at katumpakan ng mga pangwakas na produkto.
Mula sa hilaw na materyal na pagkuha hanggang sa paggawa at pangwakas na mga produkto, Ang mahigpit na mga pamamaraan ng kontrol sa kalidad ay nasa lugar sa bawat yugto upang matiyak na matugunan o lumampas sa mga pamantayan sa industriya.
Kalidad ng garantiya at tungkol sa mga pagsubokay ang mahalagang bahagi ng paggawa ng mga fastener. Sa AYA, ang pinaka -komprehensibong inspeksyon ay isinasagawa upang pag -aralan ang fastener na may paraan ng pagsusuri ng dami. Sa wakas, ang masusing ulat ng mga resulta mismo ay magpapatunay nang maayos ang kalidad.
Ang mga inspektor ng QC ay mahusay na nakaranas sa kaalaman ng mga produkto pati na rin ang mga diskarte sa pagmamanupaktura. Ang mga espesyal na instrumento ay inilalapat upang magsagawa ng maraming mga pagsubok upang matiyak na ang pangwakas na mga produkto ay maaaring matugunan ang mga kinakailangan ng merkado at mga customer.
Ang aming digital system-QarmaPinapanatili ang bawat batch na traceable mula sa mga hilaw na materyales hanggang sa mga natapos na produkto. Ang kumpletong mga sertipiko ng inspeksyon ng kalidad ay maaaring maalok sa kahilingan.
Ang panloob na proseso ng pag -audition ay regular na ipinatutupad upang matiyak ang pagiging epektibo ng proseso ng pagmamanupaktura.
Panghuling inspeksyon ng mga produktoay isang pangunahing punto. Ang AYA ay may isang kumpletong sampling check system para sa mahalagang gawain na ito at ang bawat detalye ay ganap na susuriin.
Ang lahat ng mga pamamaraan ng produksiyon ay pinangangasiwaan ng mga inspektor ng QC upang matiyak na ang mga pangwakas na produkto ay maaaring matugunan ang mga inaasahan ng mga customer.
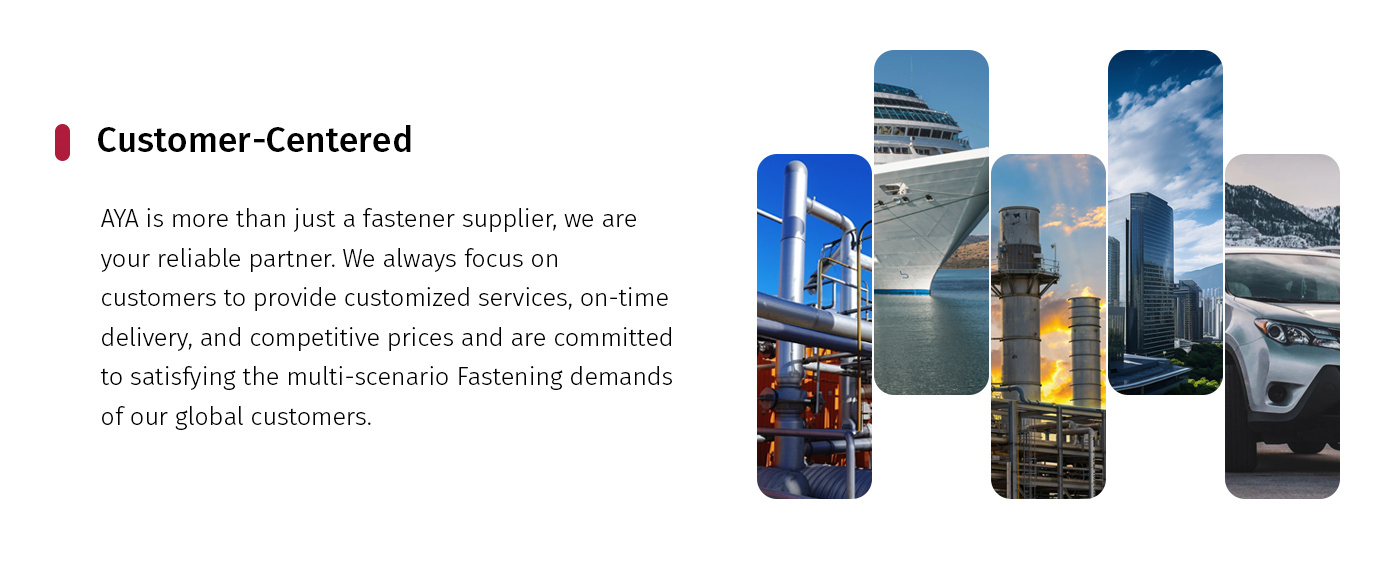
Ang mga fastener ng AYA ay patuloy na na -optimize ang mga proseso ng pagmamanupaktura at mga pamamaraan ng pag -iinspeksyon ng kalidad batay sa puna ng customer at mga kahilingan sa merkado, pagpapahusay ng pagiging maaasahan ng produkto at pagiging mapagkumpitensya.
Mga tip para sa pagtatrabaho sa mga chipboard screws
Mga butas ng piloto:Habang ang mga chipboard screws ay may mga puntos sa pagbabarena sa sarili, ito ay isang mahusay na kasanayan upang lumikha ng mga butas ng piloto sa mga hardwood o kapag nagtatrabaho malapit sa gilid ng isang piraso ng chipboard. Pinipigilan nito ang paghahati at tinitiyak ang isang tumpak na pag -install.
Setting ng metalikang kuwintas:Kapag gumagamit ng isang power drill o mabibigat na makina, ayusin ang setting ng metalikang kuwintas upang maiwasan ang labis na pagtikim ng mga tornilyo, na maaaring hubarin ang materyal.
Spacing:Tiyakin ang wastong spacing sa pagitan ng mga turnilyo upang ipamahagi ang pag -load nang pantay -pantay at maiwasan ang materyal mula sa warping o baluktot.

| Para sa nominal na diameter ng thread | 2.5 | 3 | 3.5 | 4 | 4.5 | 5 | 6 | ||
| d | Max | 2.5 | 3 | 3.5 | 4 | 4.5 | 5 | 6 | |
| min | 2.25 | 2.75 | 3.2 | 3.7 | 4.2 | 4.7 | 5.7 | ||
| P | Pitch (± 10%) | 1.1 | 1.35 | 1.6 | 1.8 | 2 | 2.2 | 2.6 | |
| a | Max | 2.1 | 2.35 | 2.6 | 2.8 | 3 | 3.2 | 3.6 | |
| dk | Max = laki ng nominal | 5 | 6 | 7 | 8 | 9 | 10 | 12 | |
| min | 4.7 | 5.7 | 6.64 | 7.64 | 8.64 | 9.64 | 11.57 | ||
| k | 1.4 | 1.8 | 2 | 2.35 | 2.55 | 2.85 | 3.35 | ||
| dp | Max = laki ng nominal | 1.5 | 1.9 | 2.15 | 2.5 | 2.7 | 3 | 3.7 | |
| min | 1.1 | 1.5 | 1.67 | 2.02 | 2.22 | 2.52 | 3.22 | ||
| Socket No. | 1 | 1 | 2 | 2 | 2 | 2 | 3 | ||
| M | 2.51 | 3 | 4 | 4.4 | 4.8 | 5.3 | 6.6 | ||